
(1)")
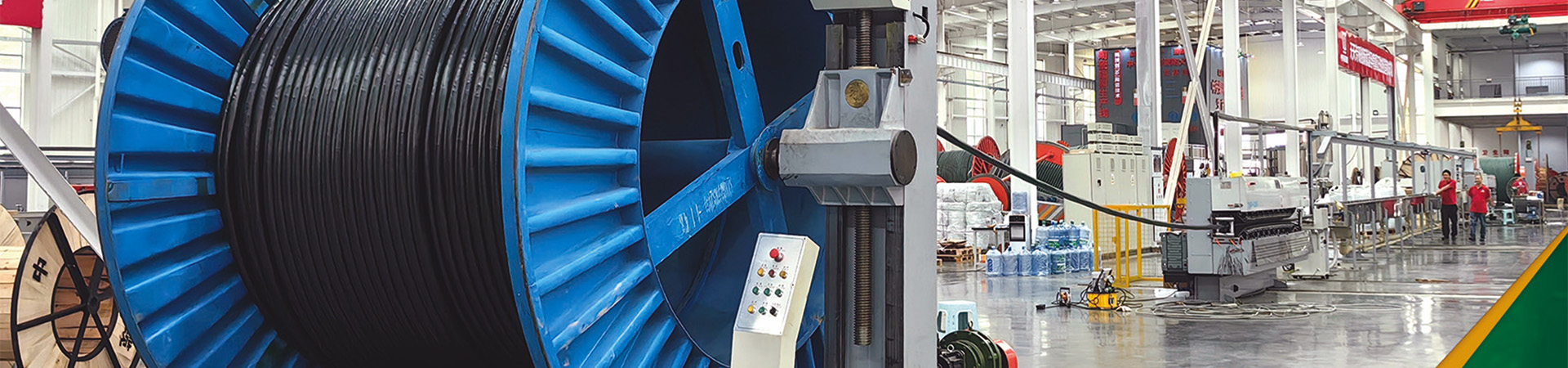










The 1+1/0+2/0+3 Warm-water Silane Extruder Group for XLPE Cables redefines efficiency in polyethylene cable production through its innovative one-step silane cross-linking technology.
| Quantity: | |
|---|---|











Unlike traditional two-step processes that require separate extrusion and post-curing stages, this system integrates silane injection, polymer melting, and cross-linking initiation into a single continuous workflow. By combining precision silane metering technology with multi-zone temperature control, it eliminates the need for lengthy steam curing or electron beam irradiation, reducing total production time by 40% and floor space requirements by 35%. Its twin-screw design ensures homogeneous mixing of silane additives and polymer resin, resulting in cables with superior dielectric properties (dielectric strength ≥25 kV/mm) and excellent high-temperature resistance (continuous operation at 90°C).
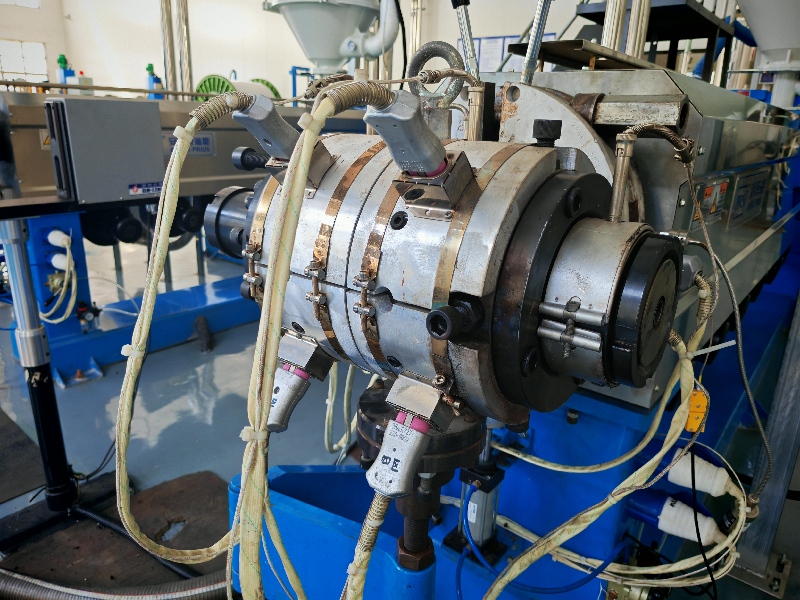
Cross-linking Method: Advanced one-step silane injection system with servo-driven gear pump for volumetric dosing accuracy of ±0.5%. Features a grooved barrel liner with 45° helical grooves to ensure stable material feeding even with low bulk density polymers.
Temperature Control: Closed-loop hot oil circulation system maintains ±2°C temperature accuracy across 5-7 heating zones, with separate cooling circuits for feed and metering sections to prevent premature cross-linking.
Screw Configuration: Specialized mixing elements including kneading blocks and Maddock mixers, designed to achieve 95%+ silane dispersion uniformity. Screw speed is adjustable from 50-300 rpm with torque monitoring.
Output Capacity: Scalable production from 120-450 kg/h for PE-based materials, with consistent melt pressure (±5 bar) across the entire range. Maximum output for 35 kV cables reaches 300 m/h.
Cable Voltage Range: Optimized for 1-35 kV XLPE insulated cables, meeting IEC 60502-1 and ASTM D1248 standards for electrical and mechanical performance.
Energy Efficiency: Incorporates high-efficiency IE3 motors and induction heating technology, achieving 30% lower power consumption compared to conventional hot-air heating systems. Heat recovery system recycles 60% of waste heat for water preheating.
Base Polymers: Compatible with LDPE (density 0.910-0.925 g/cm³), HDPE (0.941-0.965 g/cm³), and ethylene-vinyl acetate (EVA) with VA content 5-30%.
Cross-linking Agents: Accommodates all standard silane compounds (e.g., vinyltrimethoxysilane, vinyltriethoxysilane) and peroxide catalysts, with adjustable dosing ratios from 0.5-3% by weight.
Power Cable Production
Ideal for manufacturing medium-voltage XLPE cables (10-35 kV) used in urban distribution grids, with cross-linking degree ≥75% ensuring long-term thermal stability. Eliminates environmental impact of chemical curing baths by using water-based cross-linking.
Supports thin-wall insulation designs (minimum thickness 0.8 mm) with excellent concentricity (±5% of nominal thickness), reducing material usage by 10%.
Automotive Wiring Harnesses
Produces heat-resistant insulation for engine compartment cables, with continuous operating temperature up to 125°C and short-term resistance to 150°C, meeting ISO 6722-1 Class B requirements.
Renewable Energy Infrastructure
Manufactures durable cables for wind turbines (up to 6 MW) and solar inverters, with UV resistance tested to ISO 4892-3 (3,000 hours exposure) and ozone resistance per ISO 1431-1.
Industrial Machinery
Produces flexible cables for robotics and automation systems, featuring excellent bend radius (10× cable diameter) and resistance to oils and coolants per EN 50363-10-2.
Q: How does the one-step process compare to traditional two-step silane cross-linking?
A: It replaces two-step post-curing (extrusion followed by 4-8 hours of water bath curing) with inline cross-linking, reducing total production time from 6 hours to 2.5 hours per batch. The grooved barrel design prevents silane accumulation in dead zones, ensuring consistent cross-linking degree across cable lengths (variation ≤3%).
Q: What maintenance is required for the silane injection system?
A: Clean the injection nozzle with isopropyl alcohol monthly to prevent polymer buildup, inspect pneumatic lines for leaks quarterly, and replace precision check valves annually. The system includes self-diagnostic features that alert operators to dosing inaccuracies >1%.
Q: Can it handle different silane formulations for specialized applications?
A: Yes, the PLC-controlled dosing system allows precise adjustment of silane-to-polymer ratios (0.5-3%) and supports quick recipe changes for custom formulations. Up to 20 different recipes can be stored in memory for instant recall.
Q: What certifications does the extruder comply with?
A: It meets IEC 60502 standards for cable extrusion performance, CE PED 2014/68/EU for pressure equipment safety, and ISO 14001 for environmental management, with low VOC emissions and water recycling capabilities.
")
Unlike traditional two-step processes that require separate extrusion and post-curing stages, this system integrates silane injection, polymer melting, and cross-linking initiation into a single continuous workflow. By combining precision silane metering technology with multi-zone temperature control, it eliminates the need for lengthy steam curing or electron beam irradiation, reducing total production time by 40% and floor space requirements by 35%. Its twin-screw design ensures homogeneous mixing of silane additives and polymer resin, resulting in cables with superior dielectric properties (dielectric strength ≥25 kV/mm) and excellent high-temperature resistance (continuous operation at 90°C).
Cross-linking Method: Advanced one-step silane injection system with servo-driven gear pump for volumetric dosing accuracy of ±0.5%. Features a grooved barrel liner with 45° helical grooves to ensure stable material feeding even with low bulk density polymers.
Temperature Control: Closed-loop hot oil circulation system maintains ±2°C temperature accuracy across 5-7 heating zones, with separate cooling circuits for feed and metering sections to prevent premature cross-linking.
Screw Configuration: Specialized mixing elements including kneading blocks and Maddock mixers, designed to achieve 95%+ silane dispersion uniformity. Screw speed is adjustable from 50-300 rpm with torque monitoring.
Output Capacity: Scalable production from 120-450 kg/h for PE-based materials, with consistent melt pressure (±5 bar) across the entire range. Maximum output for 35 kV cables reaches 300 m/h.
Cable Voltage Range: Optimized for 1-35 kV XLPE insulated cables, meeting IEC 60502-1 and ASTM D1248 standards for electrical and mechanical performance.
Energy Efficiency: Incorporates high-efficiency IE3 motors and induction heating technology, achieving 30% lower power consumption compared to conventional hot-air heating systems. Heat recovery system recycles 60% of waste heat for water preheating.
Base Polymers: Compatible with LDPE (density 0.910-0.925 g/cm³), HDPE (0.941-0.965 g/cm³), and ethylene-vinyl acetate (EVA) with VA content 5-30%.
Cross-linking Agents: Accommodates all standard silane compounds (e.g., vinyltrimethoxysilane, vinyltriethoxysilane) and peroxide catalysts, with adjustable dosing ratios from 0.5-3% by weight.
Power Cable Production
Ideal for manufacturing medium-voltage XLPE cables (10-35 kV) used in urban distribution grids, with cross-linking degree ≥75% ensuring long-term thermal stability. Eliminates environmental impact of chemical curing baths by using water-based cross-linking.
Supports thin-wall insulation designs (minimum thickness 0.8 mm) with excellent concentricity (±5% of nominal thickness), reducing material usage by 10%.
Automotive Wiring Harnesses
Produces heat-resistant insulation for engine compartment cables, with continuous operating temperature up to 125°C and short-term resistance to 150°C, meeting ISO 6722-1 Class B requirements.
Renewable Energy Infrastructure
Manufactures durable cables for wind turbines (up to 6 MW) and solar inverters, with UV resistance tested to ISO 4892-3 (3,000 hours exposure) and ozone resistance per ISO 1431-1.
Industrial Machinery
Produces flexible cables for robotics and automation systems, featuring excellent bend radius (10× cable diameter) and resistance to oils and coolants per EN 50363-10-2.
Q: How does the one-step process compare to traditional two-step silane cross-linking?
A: It replaces two-step post-curing (extrusion followed by 4-8 hours of water bath curing) with inline cross-linking, reducing total production time from 6 hours to 2.5 hours per batch. The grooved barrel design prevents silane accumulation in dead zones, ensuring consistent cross-linking degree across cable lengths (variation ≤3%).
Q: What maintenance is required for the silane injection system?
A: Clean the injection nozzle with isopropyl alcohol monthly to prevent polymer buildup, inspect pneumatic lines for leaks quarterly, and replace precision check valves annually. The system includes self-diagnostic features that alert operators to dosing inaccuracies >1%.
Q: Can it handle different silane formulations for specialized applications?
A: Yes, the PLC-controlled dosing system allows precise adjustment of silane-to-polymer ratios (0.5-3%) and supports quick recipe changes for custom formulations. Up to 20 different recipes can be stored in memory for instant recall.
Q: What certifications does the extruder comply with?
A: It meets IEC 60502 standards for cable extrusion performance, CE PED 2014/68/EU for pressure equipment safety, and ISO 14001 for environmental management, with low VOC emissions and water recycling capabilities.