
(1)")
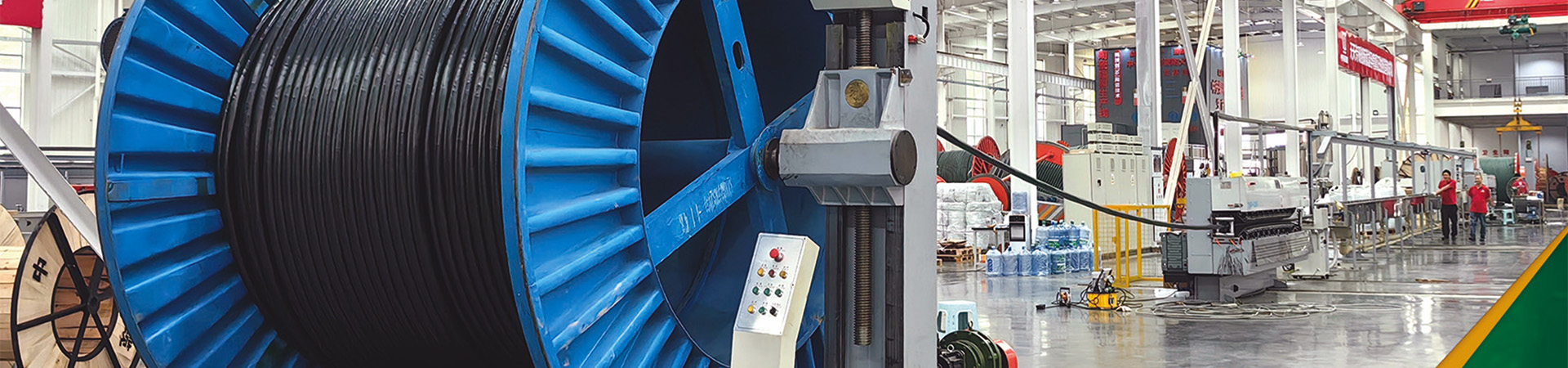











The High-Output SJN-120 Extruding Line for Wire Cable is a heavy-duty production system designed for high-volume manufacturing of power cables and telecom wires.
| Quantity: | |
|---|---|











Centered around a φ120 mm single-screw extruder (L/D ratio 25:1) with a deep-flighted screw (compression ratio 3:1), this line delivers 600-1,200 kg/h output for thermoplastic compounds while maintaining uniform melt quality (pressure variation ≤5%). Its closed-loop process control ensures consistent insulation/jacket thickness (±0.02 mm), while the high-speed haul-off (up to 200 m/min) minimizes production bottlenecks. Compliant with IEC 60332-1-2 and UL 1581, it features modular construction for easy expansion, supporting 0.5-12 mm cable diameters across diverse applications.
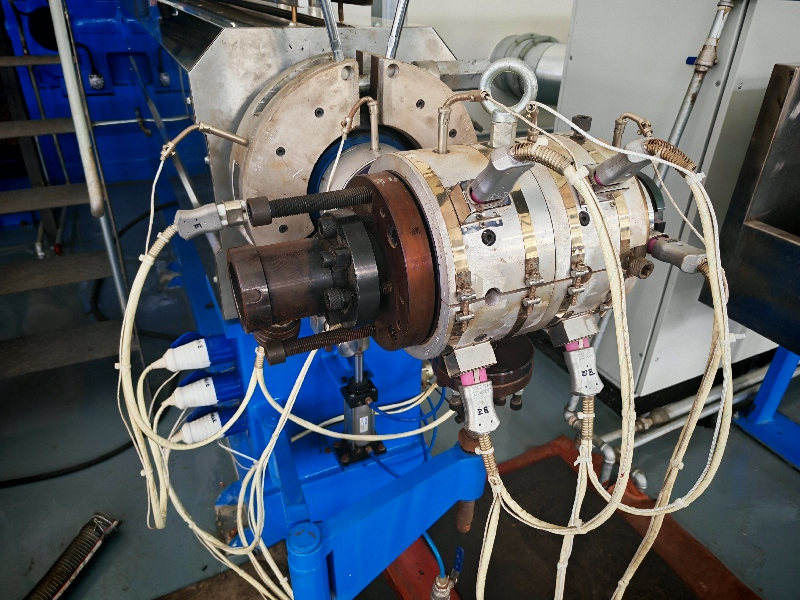
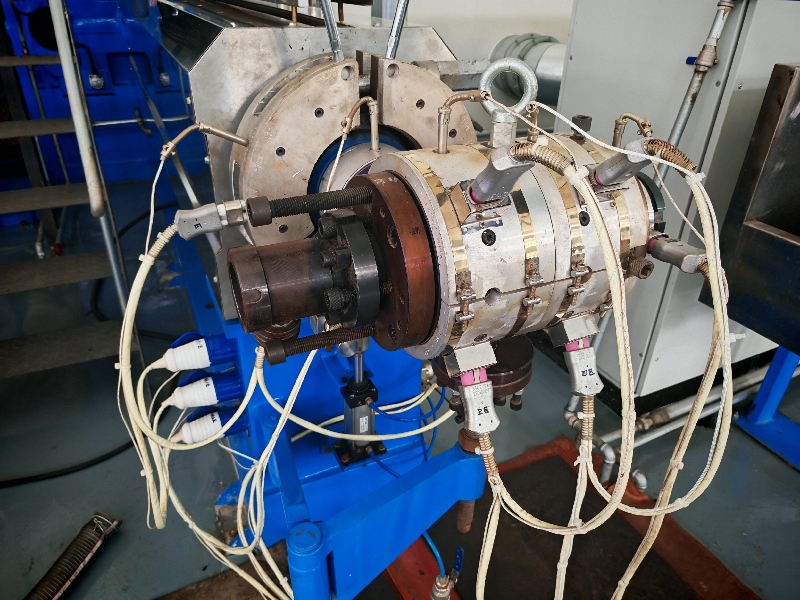
Extruder Performance: φ120 mm single-screw with grooved feed section (depth 8 mm) and nitrided barrel (surface hardness 900 HV), processing PVC, PE, LSZH, and nylon 6 with MFR 5-20 g/10min.
Temperature Regulation: 7-zone heating system with ceramic heaters (180-250°C) and water cooling (flow rate 20-50 L/min), controlled via PID with ±1.5°C accuracy.
Melt Pressure Control: Pressure transducer (0-30 MPa) with automatic speed adjustment if pressure exceeds 25 MPa, preventing die blockages.
Die Configuration: Multi-layer co-extrusion die (2-3 layers) with precision flow meters (±1% accuracy) for insulation/jacket material ratio control (20:80 to 80:20).
Cooling System: 3-stage water cooling tank (length 6-10 m) with temperature gradient control (20-60°C) and air drying section (air flow 500 m3/h).
Traction Unit: Dual caterpillar haul-off with steel-reinforced polyurethane rollers (diameter 150 mm), providing traction force 50-200 kN and speed synchronization ±0.5%.
Automation Platform: Siemens S7-1200 PLC with 15-inch HMI, offering real-time OEE monitoring (availability, performance, quality) and remote access via VPN.
Safety Integration: SIL 2-rated emergency stop circuit, guard interlocks, and thermal overload protection for all motors (5.5-75 kW IE4 motors).
Medium-Voltage Power Cables
Produces 10-35kV XLPE-insulated cables with LSZH jackets, meeting IEC 60840 and IEEE 404 for dielectric strength (≥25 kV/mm).
Fiber Optic Cable Jacketing
Processes PE jackets for loose tube fiber cables, ensuring low friction (coefficient ≤0.2) and UV resistance (3,000-hour ISO 4892-3 testing).
Industrial Robot Cables
Manufactures nylon-jacketed cables for robotic arms, with flex life ≥10 million cycles (ASTM D2176) and oil resistance (ISO 18727-1).
Automotive High-Voltage Cables
Creates cross-linked PE-insulated cables for EV battery packs, complying with ISO 14572 and LV 215 for high-temperature performance (150°C continuous).
Q: What is the energy consumption per kg of output?
A: For PVC processing, it consumes 0.35-0.45 kWh/kg, 15% lower than conventional lines due to IE4 motors and heat recovery from cooling water.
Q: How long does a material changeover take?
A: With quick-change die heads and screw purging system, changeover between PVC and PE takes ≤45 minutes, including material purging.
Q: Does it support online quality inspection?
A: Yes, the optional inline defectoscope uses X-ray thickness measurement (±0.01 mm) and vision inspection to detect bubbles, impurities, and eccentricity.
| Technical Specifications | Parameters |
| Core diameter | Ф20-70mm |
| Outer diameter after extrusion | Ф25-80mm |
| Designed speed | 5-70m/min |
| Equipment center Height | 1000mm |
| Payoff bobbin specification | PN1250-2500mm |
| Takeup bobbin specification | PN1250-2500mm |
| Screw Diameter | Ф120mm |
| L/D ratio | 25:1 |
| Screw rotation speed | 10-80r/min |
| Maximum output | 600kg/h (PvC) |
| Voltage Rating | 3-phase 5-wire, ~380V/50Hz |
Centered around a φ120 mm single-screw extruder (L/D ratio 25:1) with a deep-flighted screw (compression ratio 3:1), this line delivers 600-1,200 kg/h output for thermoplastic compounds while maintaining uniform melt quality (pressure variation ≤5%). Its closed-loop process control ensures consistent insulation/jacket thickness (±0.02 mm), while the high-speed haul-off (up to 200 m/min) minimizes production bottlenecks. Compliant with IEC 60332-1-2 and UL 1581, it features modular construction for easy expansion, supporting 0.5-12 mm cable diameters across diverse applications.
Extruder Performance: φ120 mm single-screw with grooved feed section (depth 8 mm) and nitrided barrel (surface hardness 900 HV), processing PVC, PE, LSZH, and nylon 6 with MFR 5-20 g/10min.
Temperature Regulation: 7-zone heating system with ceramic heaters (180-250°C) and water cooling (flow rate 20-50 L/min), controlled via PID with ±1.5°C accuracy.
Melt Pressure Control: Pressure transducer (0-30 MPa) with automatic speed adjustment if pressure exceeds 25 MPa, preventing die blockages.
Die Configuration: Multi-layer co-extrusion die (2-3 layers) with precision flow meters (±1% accuracy) for insulation/jacket material ratio control (20:80 to 80:20).
Cooling System: 3-stage water cooling tank (length 6-10 m) with temperature gradient control (20-60°C) and air drying section (air flow 500 m3/h).
Traction Unit: Dual caterpillar haul-off with steel-reinforced polyurethane rollers (diameter 150 mm), providing traction force 50-200 kN and speed synchronization ±0.5%.
Automation Platform: Siemens S7-1200 PLC with 15-inch HMI, offering real-time OEE monitoring (availability, performance, quality) and remote access via VPN.
Safety Integration: SIL 2-rated emergency stop circuit, guard interlocks, and thermal overload protection for all motors (5.5-75 kW IE4 motors).
Medium-Voltage Power Cables
Produces 10-35kV XLPE-insulated cables with LSZH jackets, meeting IEC 60840 and IEEE 404 for dielectric strength (≥25 kV/mm).
Fiber Optic Cable Jacketing
Processes PE jackets for loose tube fiber cables, ensuring low friction (coefficient ≤0.2) and UV resistance (3,000-hour ISO 4892-3 testing).
Industrial Robot Cables
Manufactures nylon-jacketed cables for robotic arms, with flex life ≥10 million cycles (ASTM D2176) and oil resistance (ISO 18727-1).
Automotive High-Voltage Cables
Creates cross-linked PE-insulated cables for EV battery packs, complying with ISO 14572 and LV 215 for high-temperature performance (150°C continuous).
Q: What is the energy consumption per kg of output?
A: For PVC processing, it consumes 0.35-0.45 kWh/kg, 15% lower than conventional lines due to IE4 motors and heat recovery from cooling water.
Q: How long does a material changeover take?
A: With quick-change die heads and screw purging system, changeover between PVC and PE takes ≤45 minutes, including material purging.
Q: Does it support online quality inspection?
A: Yes, the optional inline defectoscope uses X-ray thickness measurement (±0.01 mm) and vision inspection to detect bubbles, impurities, and eccentricity.
| Technical Specifications | Parameters |
| Core diameter | Ф20-70mm |
| Outer diameter after extrusion | Ф25-80mm |
| Designed speed | 5-70m/min |
| Equipment center Height | 1000mm |
| Payoff bobbin specification | PN1250-2500mm |
| Takeup bobbin specification | PN1250-2500mm |
| Screw Diameter | Ф120mm |
| L/D ratio | 25:1 |
| Screw rotation speed | 10-80r/min |
| Maximum output | 600kg/h (PvC) |
| Voltage Rating | 3-phase 5-wire, ~380V/50Hz |